Produksjonen av Oras-kraner er en komplisert prosess med flere stadier, hvorav de fleste utføres manuelt. Kvalietsnivået blir kontrollert i alle stadier. Vi snakket med Marko Sundholm, Nordisk Salgsdirektør, og besøkte fabrikken i Rauma. Der produseres det ca 3000 kraner hver dag.

Marko Sundholm, Nordisk Salgsdirektør hos Oras, forklarer fremstillingsprosessen.
Produksjonen av Oras kraner er delvis automatisert, mens en del er håndarbeid. Kort fortalt består arbeidet i: oppbygning av kjernen, støping, saging, maskinering, sliping, polering, kromming, montering og testing. Det er imidlertid allerede gjort en del arbeid før dette: et nytt produkt har blitt designet, og produksjonen har blitt simulert på en datamaskin, etter dette har støpingen blitt testet og justert til den er perfeksjonert. Oras lager alle verktøyene, former og kjerner, som kreves i forbindelse med støpingen.
Støpingen starter med messingkraner og kjerner.
Den vikigste ingrediensen i kranproduksjonen er messing, da kranens kropp er laget ved hjelp av støping. Kjernen er en sentral del av produksjonsprossessen, da den danner vannveiene i kranen under støpingen. Kjernen er laget av fin sand og herdingsmiddel som varmes opp i en kjerneform.

Kjernen er laget av fin sand og den former vannveiene i kranen under støpingen.
Pallevis med messingbolter leveres til fabrikkens støperi. De er laget av en spesiell mesing, som er sinkfri.

Messingboltene som bruker i Oras' kraner som er laget av spesiell sinkfri messing.
“I motsetning til, for eksempel Sentral Europa, er drikkevannet i de nordiske landene surt og er med på å gjøre vannrørene rustne. Selv om vannet kan brukes hver dag, så er det kjemisk aggressivt. Det er derfor normal messing ikke er ideelt å bruke», sier Marko Sundholm, Nordisk Salgsdirektør.
Under støpingen blir formen dyppet i en blanding av vann og grafitt. Støperen (personen som er ansvarlig for støpingen) plasserer kjernen i støpeformen og fjerner all løs sand fra formen ved hjelp av trykkluft.

Kjernene plasseres inne i støpeformen.
Formen forsegles og plasseres i kammeret på den brannvarme støpeovnen. Tre tonn av smeltet messing går fra støpeovnen og inn i formene. Kjernen holder vannveiene åpne inne i støpeformen, slik at de tekniske komponentene kan installeres og at vann kan strømme gjennom kranen.

Smeltet messing går fra støpeovnen til formene.
Etter en kort avkjøling, bruker støperen tenger til å flytte det støpte elementet over til avkjøling. Deretter fjernes kjernen fra kranen ved å surre kranen rundt i en mølle med metallkuler.
Kranene sages og slipes til de får sin rette form.
De avkjølte kranelementene leveres fra støperiet og blir skilt fra hverandre ved saging. Andre deler som var nødvendig under støpingen, men ikke lenger skal brukes, fjernes også. Hos Oras er det både en automatisert og en manuell del av sagingen.

Messingkraner klar for videre bearbeiding.
“Vi har økt automatiseringen på dette stadiet av prosessen, men noen komponenter vanskeliggjør dette», sier Sundholm.
Kranelementene plasseres deretter på et transportbånd, som flytter dem gjennom automatiserte bearbeidings-, slipe- og poleringsprosesser. Den opprinnelige produserede overflaten gjøres glatt under en komplisert slipeprosess. Den slipte metalloverflaten poleres feilfri. Til slutt inspiserer medarbeiderne kvalitetsnivået visuelt og med hånden. Små partier av spesialprodukter slipes og poleres manuelt. Mindre reparasjoner gjøres også for hånd.

Mindre partier av spesialprodukter slipes og poleres manuelt for å sikre et feilfritt resultat.
“Messing som er til overs fra saging og sliping ender ikke opp som søppel. I stedet brukes dette råmaterialet om igjen i produksjonen. Restmaterialet fra sagingen smeltes i støpeovnen og støpes om igjen. Sliperester blir returnert til messingleverandøren, hvor de bruker dette i nye produksjoner av messingbolt. De messingboltene vi får levert inneholder en liten mengde med ny messing», Sier Sundholm.
Ingen plass til feil når det forkrommes.
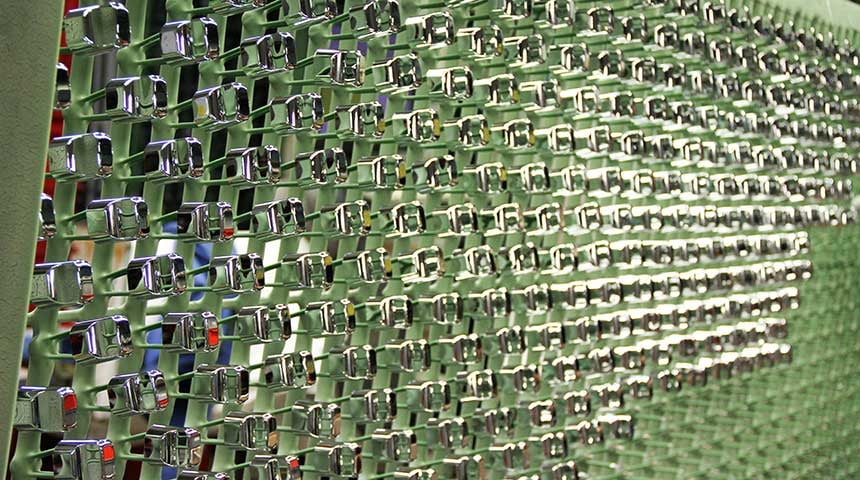
Til slutt forkrommes kranene. Krom gjør overflaten hard, skinnende og slitesterk.

Etter polering bør kranelementene ikke berøres med hendene da det etterlater fingeravtrykk som blir synlige.
"Produktets overflater skal være feilfri før forkrommingen. Krom dekker ikke, heller trekker frem, de minste feil", sier Sundholm. Alle synlige plast- og komposittdeler er også forkrommet. Plastikk og komposittdeler fremstilles i Oras' produksjonsavdeling for plast.
Forkrommede plastdeler.
Plastikk er et mer utfordrende materiale å belegge med krom enn messing: «Plastikk skal gjøres elektrisk ledende for å gjøre forkrommingen mulig. Plastdelene er belagt med et kobberlag og deretter med et nikkellag for å danne et fleksibelt lag under forkrommingen for å beskytte overflaten fra termisk ekspansasjon", forklarer Sundholm
Forkrommingen tar ca to timer hvor produktene gjennomgår forskjellige etapper av oppbløting og vasking 40 ganger. Etter forkromming inspiseres produktene før montering. Alle markeringer, som logo, tilføres på dette tidspunktet. For øyeblikket blir produktene markert ved hjelp av laser.
Tekniske komponenter installeres i krankroppen.
Oras produserer selv komponentene i kranen. Disse regulerer blant annet vannmengde og temperatur.
“Sjelen i en ettgrepskran kalles en kassett og den vi bruker i dag, er ikke endret siden 1982. Kassetten regulerer vannmengde og temperatur, slik at man får den ønskede vannmengden til ønsket temperatur. Kassettene lages i Rauma. Hver komponent er merket for å gjøre de sporbare", sier Sundholm.

Sjelen i en ettgrepskran: Kassetten.
Mange forskjellige regler og standarder skal behandles i designprosessen. I følge Sunholm er en senkning av lydnivået ned til et akseptalbelt nivå den mest tidkrevende del av utviklingen. «Lydnivået testes i et separat laboratorium, i et flytende betongrom, som er helt stille", forteller han.
Komponenter og all elektronikk, spesielt mer avanserte kraner, installeres under monteringen. Oras-kraner monteres for hånd og automatisk, mens den siste inspiseringen og kvalitetskontroll er alltid manuelle prosesser.
“Det produseres i gjennomsnitt 3000 kraner på fabrikken i Rauma hver dag. En prosent av de ferdige kranene tas ut til stikkkontroll. Til slutt pakkes kranene i salgsemballasje, klar til forsendelser rundt i verden", sier Sundholm.

Her er det endelige resultatet: En Oras Safira servantkran.
-block-desktop-860x480%20(1).jpg?width=940&name=Oras_Romantic_V3.jpg(1)-block-desktop-860x480%20(1).jpg)
Stort eller lite – få et funksjonelt kjøkken
Et funksjonelt kjøkken kommer i alle former og størrelse
Les mer
Å bygge om til et bærekraftig drømmehjem
Har du noen gang hatt en visjon om å bygge om huset ditt akkurat slik du vil ha det?Det hadde Susanne. Finn ut hvordan hun kombinerte stilig design, smart funksjonalitet og bærekraft for å skape...
Les mer
Gi boligen din mer verdi med et smartere og mer miljøvennlig kjøkken
Kjøkkenet er hjertet i hjemmet og øverst på listen når det gjelder utbedring av bolig.Men hvilke utbedringer gir størst verdiøkning?
Les merMeld deg på vårt nyhetsbrev
Abonnere på vårt nyhetsbrev og få de siste nyhetene i din innboks! Hver uke gir vi deg våre beste tips, nyheter, historier og mer.