Bendrovės Oras maišytuvų gamyba ⎯ sudėtingas procesas, sudarytas iš daugelio etapų, kurių dauguma atliekama rankiniu būdu. Kokybės lygis kontroliuojamas kiekvienu etapu. Prisijungėme prie pardavimo vadybininko Šiaurės šalims Marko Sundholmo ir kartu su juo apsilankėme bendrovės Oras gamykloje Raumoje, kur kasdien pagaminama apie 3 000 maišytuvų.

Bendrovės Oras pardavimų vadovas Šiaurės šalims Marko Sundholmas pasakoja apie maišytuvų gamybos procesą
Bendrovės Oras maišytuvų gamyba iš dalies automatizuota, nors dauguma gamybos etapų vis dar atliekama rankiniu būdu. Trumpai tariant, darbo etapai yra šie: šerdies formavimas, liejimas, pjaustymas, mechaninis apdorojimas, šlifavimas, poliravimas, padengimas chromu, surinkimas ir bandymas. Tačiau prieš tai jau turi būti padaryta daug darbų: naujas gaminys suprojektuojamas, jo gamyba imituojama kompiuteriu, tada liejinys bandomas ir koreguojamas, kol bus tobulas. Bendrovė Oras taip pat gaminasi ir visus įrankius, liejimo formas bei pagalbinius korpusus, reikalingus liejant.
Lieti pradedama nuo žalvarinių strypų ir šerdžių
Svarbiausia sudėtinė dalis gaminant maišytuvus yra žalvaris, iš kurio išliejant pagaminamas maišytuvo korpusas. Šerdis yra pagrindinė gamybos proceso dalis, nes ji liejant maišytuvo korpuse suformuoja vandens srautų kanalus. Kieta šerdis gaminama iš smulkaus smėlio ir kietinamosios medžiagos kaitinant pagalbinį korpusą.

Šerdis gaminama iš smulkaus smėlio, liejant ji suformuoja vandens srauto kelius maišytuvo korpuse
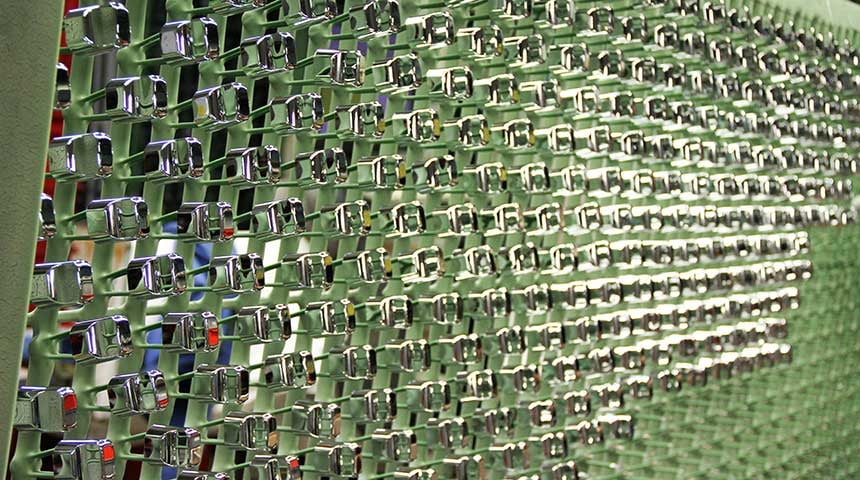
Žalvarinių ruošinių krovinys ant padėklų pristatomas į gamyklos liejyklą. Ruošiniai pagaminti iš specialaus cinko korozijai atsparaus žalvario.

Bendrovės Oras maišytuvams naudojami žalvariniai ruošiniai, pagaminti iš specialaus cinko korozijai atsparaus žalvario
„Skirtingai nei, pavyzdžiui, Vidurio Europoje, vandentiekio vanduo Šiaurės šalyse yra rūgštus ir sukelia vandens vamzdžių koroziją. Nors jį galima saugiai naudoti kasdien, jis chemiškai yra agresyvus. Štai kodėl įprastas žalvaris mums netinka“, ⎯ aiškina Marko Sundholmas, pardavimų vadovas Šiaurės šalims.
Liejant korpuso forma panardinama į vandenį ir grafito tirpalą. Liejikas (už liejimo procesą atsakingas asmuo) įdeda šerdį į formą ir pašalina visą nubyrėjusį smėlį iš formos suslėgtuoju oru.

Šerdys įdedamos į formas
Forma uždaroma ir įdedama į liepsnojančią karštą liejimo krosnies kamerą. Trys tonos išlydyto žalvario subėga iš liejimo krosnies į korpuso formas. Šerdis formos viduje suformuoja atvirus vandens srauto kanalus, kuriuose įmontuojami techniniai komponentai ir pro kuriuos vanduo teka maišytuvo viduje.

Trys tonos išlydyto žalvario subėga į korpuso formas
Pasibaigus trumpam aušinimo etapui, liejikas žnyplėmis sudeda liejinius atvėsti. Tada šerdis pašalinama iš maišytuvo korpuso išgręžiant ją staklėmis, naudojančiomis metalinius rutuliukus.
Maišytuvai pjaustomi ir šlifuojami, kol įgauna galutinę formą
Iš liejyklos pristatyti atvėsinti maišytuvų korpusai atskiriami vienas nuo kito supjaustant ir pašalinamos dalys, kurios buvo reikalingos liejant, bet neįeina į komplektuojamo maišytuvo sudėtį. Bendrovės Oras gamykloje pjovimo procesas apima tiek automatinius, tiek rankinius veiksmus.

Žalvariniai maišytuvų korpusai, paruošti tolesniam procesui
„Mes viską labiau automatizavome šiame etape, bet vis dėlto kai kurie sudėtingi komponentai šį procesą apsunkina ir reikalauja daugiau pastangų“, ⎯ prisipažino M. Sundholmas.
Toliau maišytuvų korpusai dedami ant konvejerio juostos, ir ja jie transportuojami vykdant mechaninio apdorojimo, šlifavimo ir poliravimo procesus. Iš pradžių buvęs šiurkštus paviršius po sudėtingo šlifavimo proceso tampa lygus. Nušlifuotas metalo paviršius nepriekaištingai nupoliruojamas. Galiausiai darbuotojai patikrina kokybės lygį. Nedidelės partijos specialių gaminių gali būti šlifuojamos ir poliruojamos rankiniu būdu. Maži pataisymai taip pat gali būti atliekami rankomis.

Specialių gaminių partijų apdorojimas vis dar atliekamas rankiniu būdu siekiant užtikrinti nepriekaištingą rezultatą
„Visas žalvaris, likęs po pjaustymo ir mechaninio apdorojimo etapų, netampa atliekomis. Priešingai, brangi žaliava grąžinama į gamybą. Pjaustymo atliekos išlydomos liejimo krosnyje ir liejamos iš naujo. Mechaninio apdorojimo drožlės grąžinamos žalvario tiekėjui, ir jis jas panaudoja naujų ruošinių gamybai. “, ⎯ pasakoja M. Sundholmas.
Padengimas chromu neleidžia klysti
Pagaliau maišytuvai padengiami chromu. Chromuotas paviršius tampa kietas, spindintis ir ypač atsparus nusidėvėjimui.

Nupoliruotų maišytuvų korpusų nebegalima liesti plikomis rankomis, kad ant chromuoto paviršiaus neliktų atspaudų
„Prieš padengiant chromu gaminio paviršius turi būti nepriekaištingai paruoštas, nes chromas ⎯ negailestinga medžiaga. Jis ne uždengia, o greičiau išryškina net mažiausias klaidas“, ⎯ atskleidžia M. Sundholmas.
Chromuotų dalių linija
Plastiką padengti chromu žymiai sunkiau nei žalvarį: „Plastiką reikia paversti laidžiu elektrai, kad būtų įmanoma padengti jį chromu. Plastikinės dalys padengiamos vario sluoksniu, tada ⎯ nikelio sluoksniu, kad po danga susidarytų lankstus sluoksnis, apsaugantis paviršių nuo šiluminio plėtimosi“, ⎯ paaiškino M. Sundholmas.
Padengti chromu užtrunka maždaug dvi valandas; tuo metu gaminiai pereina skirtingus mirkymo ir plovimo etapus 40 kartų. Chromu padengti gaminiai prieš surenkant patikrinami. Šiuo etapu atliekami visi ženklinimai, pavyzdžiui, pažymima įmonės logotipu. Šiuo metu gaminiai daugiausia ženklinami lazeriu.
Maišytuvo korpuso viduje įmontuojami techniniai komponentai
Bendrovė Oras pati gamina maišytuvo korpuso viduje montuojamus komponentus. Be kitų funkcijų, jie dažniausiai reguliuoja vandens srautą ir temperatūrą.
„Svirtinio vandens maišytuvo širdimi vadinama kasetė, ir ji išliko identiška ir nepakitusi daugumoje bendrovės Oras modelių nuo 1982-ųjų. Kasetė reguliuoja vandens srautą ir temperatūrą, kad būtų išleidžiamas tinkamas kiekis norimos temperatūros vandens. Kasetės gaminamos Raumoje. Kiekvienas komponentas paženklinamas užtikrinant jų atsekamumą“, ⎯ sako M. Sundholmas.

Vandens maišytuvo su viena svirtimi širdis ⎯ kasetė
Per projektavimo procesą tenka atsižvelgti į daugelį įvairių reglamentų ir standartų. Pasak M. Sundholmo, garso lygio sumažinimas iki priimtino minimalaus lygio yra daugiausia laiko reikalaujanti tyrimų ir plėtros dalis. „Garso lygis išbandomas atskiroje laboratorijoje, patalpoje iš plūdriojo betono, kur visiškai tylu“, ⎯ pasakoja jis.
Komponentai ir visos elektroninės dalys, ypač pažangesnėje santechninėje įrangoje, sumontuojamos maišytuvų viduje surenkant. Bendrovės Oras vandens maišytuvai surenkami rankomis ir automatiškai, o galutinis patikrinimas ir kokybės kontrolė visuomet yra rankiniai procesai.
„Raumos gamykloje kasdien pagaminama apie 3 000 vandens maišytuvų. Atliekami vieno procento tikslumo jau sukomplektuotų maišytuvų taškiniai patikrinimai. Galiausiai maišytuvai supakuojami į parduoti skirtas pakuotes, specialiai paruoštas gabenti į visą pasaulį“, ⎯ sako M. Sundholmas.

Ir štai galutinis rezultatas ⎯ Oras Safira praustuvo maišytuvas

Tvarus svajonių namų remontas
Ar kada nors svajojote atnaujinti savo namus būtent taip, kaip norite? Apie tai svajojo ir Siuzana iš Norvegijos. Sužinokite, kaip ji, pasitelkdama stilingas dizaino detales, išmanias funkcijas ir...
Žiūrėti daugiau
Svarbiausia saugumas – 5 pagrindinės saugumo funkcijos vonios kambaryje
Jei rinkdamiesi įrenginius ar juos atnaujindami daugiausia dėmesio skirsite saugumui, galite iš esmės sumažinti susižalojimų vonios kambaryje pavojų.Užtikrinę saugią vandens temperatūrą, sumažinę...
Žiūrėti daugiau
Suteikite namams daugiau vertės pasirinkę išmanesnę, aplinką tausojančią virtuvę
Virtuvė – namų širdis. Kai kalbama apie namų tobulinimą, būtent ji atsiduria sąrašo pradžioje.Ir vis dėlto – kokie patobulinimai yra didžiausios pridėtinės vertės?
Žiūrėti daugiauPrisijungti prie naujienlaiškio prenumeratos
Užsisakykite naujienlaiškį ir gaukite naujausią informaciją. Kartą per mėnesį gaukite mūsų naujienas, patarimus, įžvalgas.